TECHNOLOGY
涡轮工艺流程
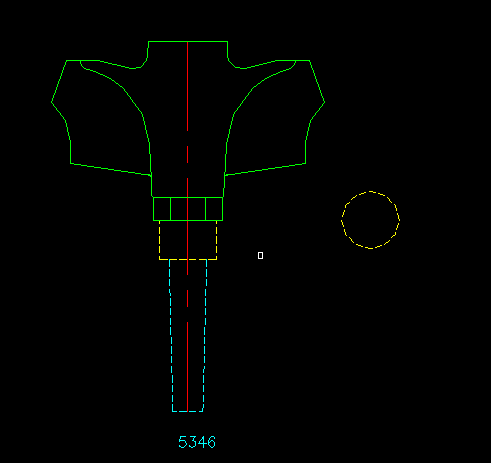
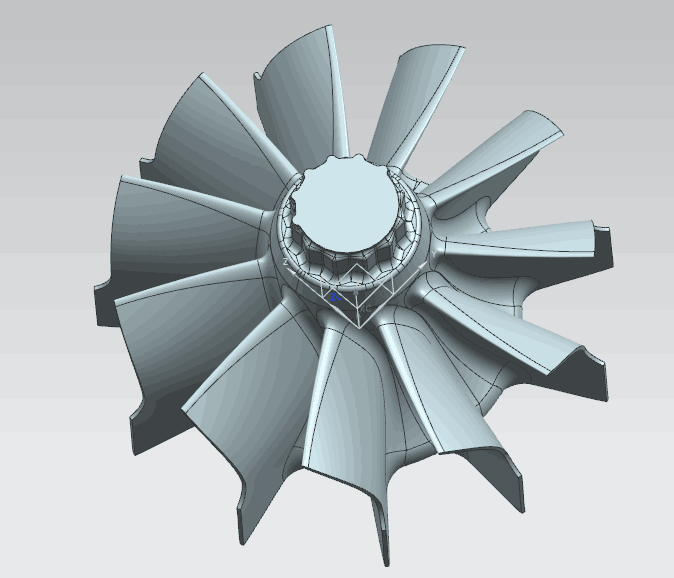
开模:根据客户提供的三维或者原样轮外协生产加工模具;
压蜡:主要采用中温蜡在除水桶静置桶熔化后放入特制的压蜡机里,按照压蜡工艺生产出合格的涡轮蜡模工艺;
制壳脱蜡:主要采用硅溶胶与粉按照一定的比例配制后,再把配制好的粉料涂在组焊好的蜡模上,干燥后形成一定强度的壳,最后把壳里面的蜡溶化待浇注;
熔炼浇铸:把脱完蜡的模壳在焙烧炉里面按照一定的工艺焙烧后,在把定量的高温不锈钢合金放入模壳里面,再把放有合金的模壳放入真空快熔炉里面,按照熔炼工艺把合金溶化,浇注成型;
震壳切割:浇注冷却后的模壳放入震壳机上,把模壳震去;
自动喷砂:在自动喷砂机里面把涡轮毛坯表面上打磨过的痕迹去除;
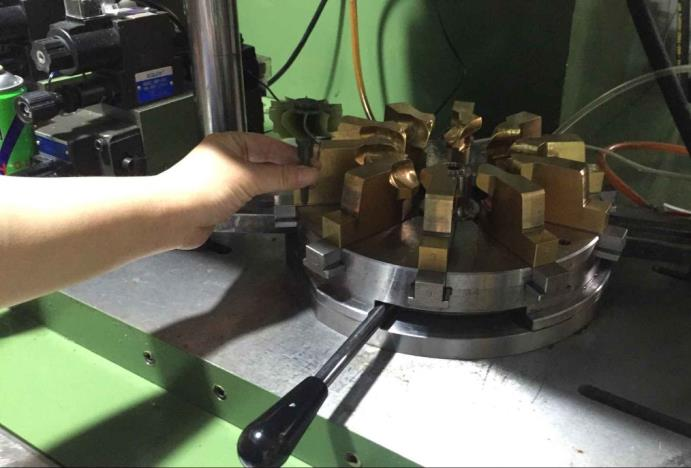
切割:按照客户要求的尺寸把涡轮毛坯从模组上切割下来;
打磨:把涡轮毛坯上的飞边毛刺用气模、锉刀等工具去除掉;
荧光探伤:100%的使用渗透液,荧光探伤仪检验涡轮毛坯缺陷;
检验:100%的对涡轮毛坯进行表面检验